Máquina de soplado de película AB vs. Máquina de soplado de película ABA
1. Diseño estructural y diferencias entre capas
|
Artículo |
Máquina de soplado de película AB |
Máquina sopladora de película ABA |
|
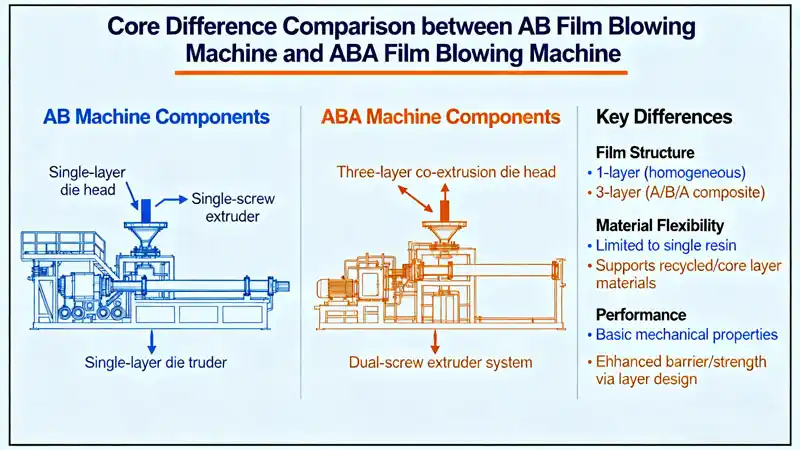
Estructura de capas |
Estructura compuesta de doble capa (Capa A + Capa B) |
Estructura sándwich de tres capas (Capa A + Capa B + Capa A) |
|
Configuración de tornillos |
Tornillos dobles (que extruyen la capa A y la capa B respectivamente) |
Tornillos dobles (el tornillo para la capa A se utiliza principalmente para plastificar, y el tornillo para la capa B para transportar el relleno). |
|
Tipo de cabezal de troquel |
Cabezal de extrusión de doble capa, que extruye directamente una película compuesta de dos capas. |
Cabezal de troquelado de tres capas, que forma una estructura tipo sándwich donde la capa exterior A envuelve la capa intermedia B. |
|
Objetivo de diseño principal |
Capas funcionales (Rendimiento diferenciado de la capa superficial A y la capa interna B) |
Optimización de costes (La capa intermedia B está rellena con una gran cantidad de materiales de bajo coste, y las dos capas laterales A garantizan la calidad de la superficie). |
2. Uso de materias primas y rellenos
|
Artículo |
Máquina de soplado de película AB |
Máquina sopladora de película ABA |
|
Combinación de materias primas |
Capa A: Materias primas de alta calidad (como HDPE/LDPE para garantizar el rendimiento de la superficie) Capa B: Se pueden añadir materiales reciclados y cargas (Proporción: 30%-50%) |
Capa A: Materias primas de alta calidad (Capa A en ambas caras para garantizar el brillo y la imprimibilidad de la superficie de la película) Capa B: Cargas de alta proporción (Carbonato de calcio, materiales reciclados secundarios, Proporción: 40%-60%) |
|
Limitación de relleno |
La proporción de rellenos en la capa B suele ser ≤ 50%, centrándose en las funciones de la capa interna (como la propiedad antiestática y la rigidez). |
La proporción de rellenos en la capa B puede alcanzar el 60%, y está completamente envuelta por la capa A en ambos lados sin afectar la calidad de la superficie. |
|
Requisito de plastificación |
Las dos capas de materias primas deben ser compatibles para evitar la delaminación (por ejemplo, material blando en la capa A + material duro en la capa B). |
El canal de flujo del cabezal de extrusión está especialmente optimizado, y no es fácil que se produzca delaminación incluso si existe una gran diferencia entre los materiales de la capa A y la capa B (como materiales nuevos en la capa A + materiales reciclados en la capa B). |
3. Comparación de ventajas de rendimiento
|
Artículo |
Máquina de soplado de película AB |
Máquina sopladora de película ABA |
|
Ventaja de costos |
El coste es entre un 10% y un 20% superior al de una máquina de una sola capa, pero inferior al de un modelo ABA (la inversión en equipos es un 20% menor). |
El coste es un 50% inferior al de una máquina de una sola capa (utilizando materiales de bajo coste en la capa intermedia), pero la inversión en equipos es superior a la de un modelo AB (debido al diseño del cabezal de troquelado de tres capas). |
|
Actuación cinematográfica |
El rendimiento de la superficie (brillo, imprimibilidad) está determinado por la capa A, y la capa interna B mejora la funcionalidad (como la rigidez y la resistencia a la humedad). La resistencia a la tracción transversal aumenta un 25 %. |
La capa A de doble cara garantiza un alto brillo y resistencia a la perforación, mientras que la capa intermedia B no queda expuesta. La calidad de la superficie de la película es superior a la del modelo AB. La resistencia a la tracción transversal aumenta un 30%, acercándose a la de una película de material completamente nuevo. |
|
Capacidad de producción |
La capacidad de producción aumenta un 30% en comparación con la de un tornillo simple (por ejemplo, el tipo AB-70 tiene una capacidad de 75 kg/h). |
La capacidad de producción aumenta un 40% en comparación con la de un solo tornillo de las mismas especificaciones (por ejemplo, el tipo 2SJ-G70 es de 100 kg/h), y la eficiencia de alimentación de los tornillos dobles es mayor cuando funcionan de forma sincronizada. |
4. Escenarios de aplicación típicos
|
Artículo |
||
|
Posicionamiento central |
Película de doble capa con alta relación costo-beneficio, que equilibra rendimiento y costo |
Película para sándwich de bajo costo y alto rendimiento, que reduce enormemente el costo de la materia prima. |
|
Productos aplicables |
- Embalaje diario: Bolsas para ropa, bolsas exteriores sencillas para alimentos. - Film industrial: Film antipolvo, bolsas impermeables. - Requisitos funcionales: Capa interior antiestática e impermeable, capa exterior brillante. |
- Bolsas para supermercado: bolsas tipo camiseta, bolsas en rollo continuo (requieren impresión de LOGO y alta calidad superficial). - Embalaje pesado: sacos para fertilizantes, sacos para piensos (la capa intermedia está rellena para mayor rigidez). - Escenarios de reducción de costes: alto porcentaje de materiales reciclados y cumplimiento de la inspección de calidad (como el estándar de acceso para supermercados). |
|
Rango de espesor |
0,015-0,15 mm (Enfoque en películas de grosor medio) |
0,02-0,05 mm (Enfocado en películas delgadas, como las bolsas de rollo continuo de los supermercados) |
5. Resumen de las principales diferencias
•Esencia estructural: AB es "función diferenciada de doble capa" y ABA es "reducción de costos de sándwich de tres capas";
•Estrategia de relleno: La capa B de AB sirve como función auxiliar, mientras que la capa B de ABA es el núcleo del costo (mayor proporción y envuelto);
•Enfoque en el rendimiento: AB equilibra las funciones de las dos capas, y ABA se centra en la calidad de la superficie y la reducción extrema de costes;
• Escenarios de aplicación: AB es adecuado para requisitos básicos de estratificación funcional, y ABA es adecuado para escenarios con altos requisitos de calidad superficial y la necesidad de reducir en gran medida el costo de la materia prima (como envases de supermercados, envases pesados).
Al seleccionar un modelo, puede realizar una evaluación integral según "si se requieren superficies de alta calidad en ambas caras", "el límite superior de la proporción de relleno" y "los estándares de inspección de calidad de los productos objetivo".









