Core Difference Comparison between ABA Film Blowing Machine and ABC Film Blowing Machine (Based on Technology, Cost and Application)
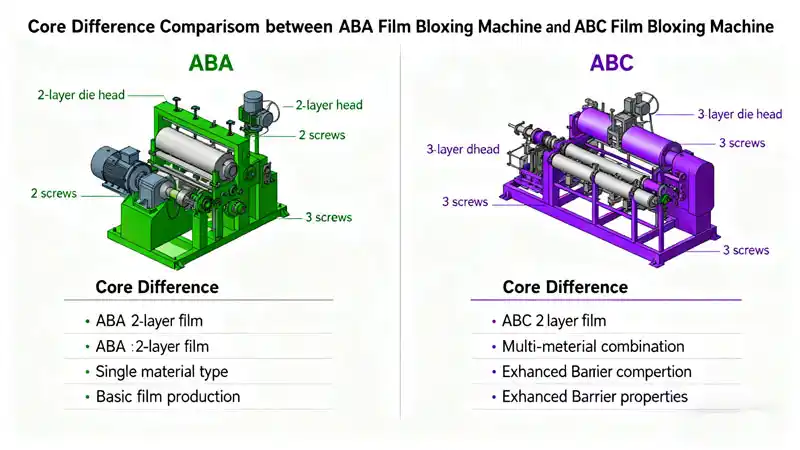
1. Structural Design: Number of Layers, Screws and Die Heads
|
Item |
ABA Film Blowing Machine |
ABC Film Blowing Machine |
|
Layer Structure |
Three-layer sandwich (Layer A + Layer B + Layer A), with symmetrical Layer A on both sides |
Three independent layers (Layer A + Layer B + Layer C), with each layer having an independent function |
|
Screw Configuration |
Double screws (One main screw supplies Layer A, and one auxiliary screw supplies Layer B) |
Three screws (Three independent screws, supplying Layer A, Layer B and Layer C respectively) |
|
Die Head Type |
Three-layer co-extrusion die head, with Layer A extruded from the same flow channel to wrap Layer B |
Three independent die heads, with the flow channel of each layer independently controlled (Supporting 0-100% thickness adjustment) |
|
Core Design |
Cost Priority: Simplify the structure through "double screws + shared Layer A" |
Function Priority: Independently driven by three screws to achieve "one function per layer" |
2. Raw Material Strategy: Filling vs Function
|
Item |
ABA Film Blowing Machine |
ABC Film Blowing Machine |
|
Raw Material Selection |
Layer A: New materials (HDPE/LDPE, ensuring surface quality) Layer B: High filling (Recycled materials/Calcium carbonate, accounting for 60-80%) |
Layer A/B/C: Different materials can be used respectively (such as PE/PA/EVOH), supporting functions such as blending, barrier property, and degradation |
|
Plasticizing Objective |
Ensure the uniform dispersion of the filler in Layer B and avoid affecting the surface of Layer A |
Independently plasticize the raw materials of each layer (such as brightening Layer A, barrier property of Layer B, toughening Layer C), allowing a large difference in materials (such as co-extrusion of PA and PE) |
|
Typical Case |
Adding 80% calcium carbonate to Layer B to produce vest bags, reducing the cost by 50% (Abstract 3) |
Layer A is made of LDPE for brightness retention, Layer B is made of EVOH for oxygen barrier, and Layer C is made of LLDPE for toughening, which is used for food vacuum bags (Abstract 10) |
3. Performance and Cost: Extreme Cost Reduction vs High-end Function
|
Item |
ABA Film Blowing Machine |
ABC Film Blowing Machine |
|
Equipment Cost |
30-40% lower than that of ABC (One less screw and a simple die head structure) |
High equipment investment (Three screws + precise die head), but it supports modular upgrading (such as replacing the degradation screw) |
|
Production Capacity |
The double screws supply materials synchronously, and the production capacity is 40% higher than that of a single screw (such as 120kg/h, Abstract 8) |
Independently controlled by three screws, the production capacity is slightly higher (such as 120kg/h, depending on the ratio), but the speed is limited by the complex flow channel of the functional layer |
|
Film Performance |
The surface quality is close to that of pure new materials (wrapped by Layer A), and the transverse strength is increased by 30% (Abstract 9) |
Functional combination (such as barrier property + puncture resistance + printability), and the thickness uniformity is ±3% (Standard rotating traction, Abstract 13) |
|
Energy Consumption |
Driven by double motors, it is 20% more energy-efficient than ABC (Abstract 1) |
Three motors + IBC internal cooling, with high energy consumption but improved efficiency (30% faster cooling, Abstract 10) |
4. Application Scenarios: Price-sensitive vs Function-customized
|
Item |
||
|
Core Positioning |
Low cost and high cost performance, suitable for the "face project" (New materials on the surface, saving money on the inner layer) |
High-end customization, suitable for the "substantial project" (The function of each layer is irreplaceable) |
|
Typical Products |
- Supermarket vest bags (Printing on Layer A, filling on Layer B) - Express bags (Ensuring strength on Layer A, reducing cost on Layer B) - Fertilizer bags (Adding calcium powder to Layer B to enhance stiffness, Abstract 11) |
- Food preservation bags (Layer A made of PE for light shielding, Layer B made of EVA for adhesion, Layer C made of PE for sealing) - Medical bags (PA in the middle layer for oxygen barrier) - Liquid packaging (Layer C made of EVOH for odor isolation, Abstract 10) |
|
Quality Inspection Requirements |
Meeting the basic standards of supermarkets (No flaws on the surface, and the filler is not exposed) |
Needing to pass food-grade and medical-grade certifications (such as FDA, and the materials of each layer can be traced) |
5. Practical Differences: Production Flexibility
•Screw Replacement: The screws of ABA are universal (The materials of Layer A and Layer B are similar), while ABC requires customized screws (such as special screws for degradable materials, Abstract 13).
•Debugging Difficulty: Due to the sharing of Layer A, ABA has high process stability (Suitable for skilled workers); ABC requires precise control of the ratio of the three layers, which is suitable for technical factories (such as the experimental line supporting small-scale trials, Abstract 2).
•Material Change Efficiency: The die head of ABA has a self-cleaning design (Abstract 1), which is suitable for frequent color switching; ABC requires a hydraulic screen changer (Abstract 13), which is suitable for continuous production of high-end films.
Summary: Choose ABA or ABC?
•Choose ABA: Limited budget, requiring surface quality + extreme cost reduction (such as vest bags, express bags, and a high proportion of recycled materials).
•Choose ABC: Pursuing functional combination (barrier property/preservation/antistatic property), needing to pass strict certifications (food/medicine), or having research and development needs (such as small-scale trials on the experimental line, Abstract 2).
One-sentence Difference: ABA is a "cost-saving face film", and ABC is an "all-round functional film".









