Comparación de las principales diferencias entre la máquina de soplado de película ABA y la máquina de soplado de película ABC (basada en tecnología, coste y aplicación)
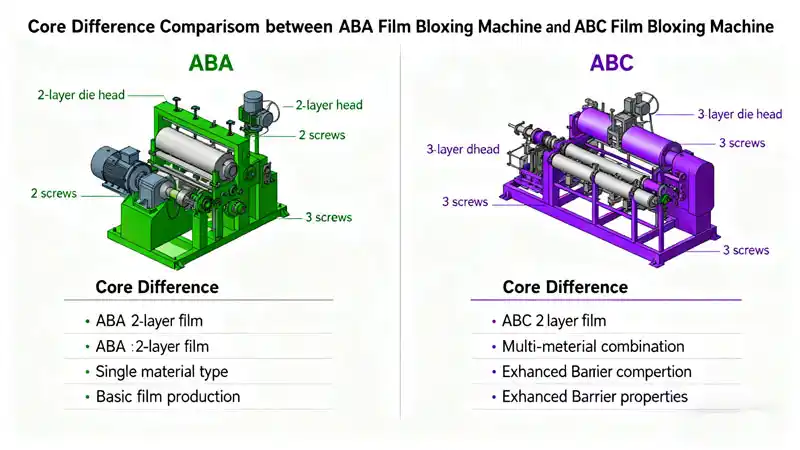
1. Diseño estructural: Número de capas, tornillos y cabezales de troquel
|
Artículo |
Máquina sopladora de película ABA |
Máquina sopladora de película ABC |
|
Estructura de capas |
Sándwich de tres capas (Capa A + Capa B + Capa A), con la Capa A simétrica en ambos lados. |
Tres capas independientes (Capa A + Capa B + Capa C), cada una con una función independiente. |
|
Configuración de tornillos |
Tornillos dobles (Un tornillo principal suministra energía a la capa A y un tornillo auxiliar a la capa B) |
Tres tornillos (Tres tornillos independientes, que suministran energía a la Capa A, la Capa B y la Capa C respectivamente) |
|
Tipo de cabezal de troquel |
Cabezal de coextrusión de tres capas, con la capa A extruida desde el mismo canal de flujo para envolver la capa B. |
Tres cabezales de extrusión independientes, con el canal de flujo de cada capa controlado de forma independiente (admite ajuste de espesor del 0 al 100%). |
|
Diseño central |
Prioridad de costes: Simplificar la estructura mediante "tornillos dobles + capa A compartida" |
Prioridad de función: Accionada independientemente por tres tornillos para lograr "una función por capa". |
2. Estrategia de materias primas: Relleno frente a función
|
Artículo |
Máquina sopladora de película ABA |
Máquina sopladora de película ABC |
|
Selección de materia prima |
Capa A: Materiales nuevos (HDPE/LDPE, que garantizan la calidad de la superficie) Capa B: Alto contenido de carga (Materiales reciclados/Carbonato de calcio, que representan entre el 60 y el 80%) |
Capas A/B/C: Se pueden utilizar diferentes materiales respectivamente (como PE/PA/EVOH), que proporcionan funciones como la mezcla, la propiedad de barrera y la degradación. |
|
Objetivo de plastificación |
Asegurar la dispersión uniforme del relleno en la capa B y evitar afectar la superficie de la capa A. |
Plastificar de forma independiente las materias primas de cada capa (por ejemplo, abrillantar la capa A, mejorar las propiedades de barrera de la capa B y reforzar la capa C), permitiendo una gran diferencia entre los materiales (como la coextrusión de PA y PE). |
|
Caso típico |
Agregar un 80% de carbonato de calcio a la capa B para producir bolsas tipo chaleco reduce el costo en un 50% (Resumen 3). |
La capa A está hecha de LDPE para mantener el brillo, la capa B está hecha de EVOH como barrera contra el oxígeno y la capa C está hecha de LLDPE para aumentar la resistencia, material que se utiliza para bolsas de vacío para alimentos (Resumen 10). |
3. Rendimiento y coste: Reducción extrema de costes frente a funciones de alta gama
|
Artículo |
Máquina sopladora de película ABA |
Máquina sopladora de película ABC |
|
Costo del equipo |
30-40% inferior al de ABC (Un tornillo menos y una estructura de cabezal de troquel más sencilla) |
Requiere una alta inversión en equipos (tres tornillos + cabezal de troquel de precisión), pero admite actualizaciones modulares (como el reemplazo del tornillo desgastado). |
|
Capacidad de producción |
Los tornillos dobles suministran materiales de forma sincronizada, y la capacidad de producción es un 40% superior a la de un tornillo simple (como 120 kg/h, Resumen 8). |
Controlada independientemente por tres tornillos, la capacidad de producción es ligeramente superior (por ejemplo, 120 kg/h, según la relación), pero la velocidad está limitada por el complejo canal de flujo de la capa funcional. |
|
Actuación cinematográfica |
La calidad de la superficie es similar a la de los materiales nuevos puros (envueltos por la capa A), y la resistencia transversal aumenta en un 30% (Resumen 9). |
Combinación funcional (como propiedad de barrera + resistencia a la perforación + imprimibilidad), y la uniformidad del espesor es de ±3% (Tracción rotativa estándar, Resumen 13) |
|
Consumo de energía |
Impulsado por motores dobles, es un 20% más eficiente energéticamente que ABC (Resumen 1). |
Tres motores + refrigeración interna del IBC, con alto consumo de energía pero mayor eficiencia (refrigeración un 30 % más rápida, Resumen 10). |
4. Escenarios de aplicación: Sensibles al precio frente a personalizados según la función
|
Artículo |
||
|
Posicionamiento central |
Bajo coste y alta relación calidad-precio, adecuado para el "proyecto de fachada" (Nuevos materiales en la superficie, ahorro de dinero en la capa interior). |
Personalización de alta gama, adecuada para "proyectos sustanciales" (La función de cada capa es irremplazable). |
|
Productos típicos |
- Bolsas tipo camiseta para supermercados (Impresión en la capa A, llenado en la capa B) - Bolsas para envíos exprés (Garantizar la resistencia en la capa A, reducir el coste en la capa B) - Bolsas para fertilizantes (Adición de polvo de calcio a la capa B para mejorar la rigidez, Resumen 11) |
- Bolsas para conservación de alimentos (Capa A de PE para protección contra la luz, Capa B de EVA para adhesión, Capa C de PE para sellado) - Bolsas médicas (PA en la capa intermedia como barrera de oxígeno) - Envases para líquidos (Capa C de EVOH para aislamiento de olores, Resumen 10) |
|
Requisitos de inspección de calidad |
Cumple con los estándares básicos de los supermercados (sin defectos en la superficie y el relleno no está expuesto). |
Debe cumplir con las certificaciones de grado alimenticio y de grado médico (como la FDA, y los materiales de cada capa son trazables). |
5. Diferencias prácticas: Flexibilidad de producción
•Reemplazo de tornillos: Los tornillos de ABA son universales (los materiales de la capa A y la capa B son similares), mientras que ABC requiere tornillos personalizados (como tornillos especiales para materiales degradables, Resumen 13).
•Dificultad de depuración: Debido al uso compartido de la capa A, ABA tiene una alta estabilidad de proceso (adecuado para trabajadores cualificados); ABC requiere un control preciso de la proporción de las tres capas, lo que es adecuado para fábricas técnicas (como la línea experimental que admite ensayos a pequeña escala, Resumen 2).
•Eficiencia de cambio de material: El cabezal de troquelado de ABA tiene un diseño autolimpiante (Resumen 1), que es adecuado para cambios de color frecuentes; ABC requiere un cambiador de pantalla hidráulico (Resumen 13), que es adecuado para la producción continua de películas de alta gama.
Resumen: Elegir ABA o ABC ?
•Elija ABA: Presupuesto limitado, que requiere calidad de superficie + reducción extrema de costos (como bolsas tipo chaleco, bolsas express y una alta proporción de materiales reciclados).
•Elija ABC: Buscar una combinación funcional (propiedad de barrera/conservación/propiedad antiestática), necesitar pasar certificaciones estrictas (alimentos/medicamentos) o tener necesidades de investigación y desarrollo (como ensayos a pequeña escala en la línea experimental, Resumen 2).
Diferencia en una frase: ABA es una "película facial que ahorra costes" y ABC es una "película funcional integral".









