A production manager at a flexible packaging plant once told me: “Our first film line was too small within 18 months. Our second was so complex that only two operators could run it. The third? We finally got it right.” That story repeats itself across the industry. The gap between what buyers think they need and what actually works on their floor is often wider than the bubble itself.
So what actually matters when you’re investing in a film extrusion system? After reviewing dozens of real-world installations and talking with plant engineers, I’ve identified six selection criteria that consistently separate smart buys from regretful ones. None of them are about the highest extruder speed on paper.
1. Output Rate: Don’t Chase Peak Numbers
Every supplier quotes a maximum output in kilograms per hour. But that peak usually comes with thin-gauge film (20-30 microns), a specific resin blend (100% LLDPE), and ideal ambient conditions. Your real-world mix—recycled content, thicker films, or different weather—will reduce that number by 15-30%.
What to ask for: A production matrix showing output at three film thicknesses (25, 50, 100 microns) and two material types (virgin LLDPE and 30% recycled blend). A transparent manufacturer will provide this data. Then compare it against your actual order mix. If 70% of your jobs are 50-micron agricultural film, optimize for that spec, not the 25-micron peak.
Another hidden factor: continuous vs. intermittent rating. Some lines can run at 90% of max speed for only 2 hours before the extruder drive overheats. Ask for the duty cycle rating. A true industrial line should run 24/7 at 80% of its max rated output without thermal shutdown.
2. Film Width and Die Diameter
The die size determines your maximum flat film width (after lay-flat). A common mistake is buying a die that’s either too small (limiting future orders) or too large (wasting energy and causing poor gauge uniformity on narrow jobs).
Rule of thumb: Your most frequent order width should be 70-80% of the die’s maximum lay-flat. If you regularly run 800 mm lay-flat, choose a die that produces 1000-1100 mm max. That gives you a 15-20% margin for wider jobs without oversized energy penalties.
But there’s a nuance: die geometry matters more than diameter. Low-pressure dies (spiral mandrel design) produce better gauge uniformity for thin films but cost more. High-pressure dies (pin or spoke design) are cheaper but create more melt temperature variation. For films below 40 microns, invest in a spiral mandrel die. For heavy-duty agricultural or geomembrane films (over 100 microns), a high-pressure die is acceptable.
If you want to see a comparison of die types and their typical gauge variation numbers, check Dexiang’s technical library on die selection.
3. Number of Layers: Single vs. Multi-Layer
Here’s where many buyers over-invest. A 5-layer line sounds impressive, but if you’re making simple shopping bags or liner films, a single-layer or 3-layer line will do the job at half the cost and complexity.
Matching layers to applications:
| Layers | Best for | Typical structure | Annual volume threshold |
|---|---|---|---|
| 1 (monolayer) | Basic packaging, trash bags, liner films | Single resin | Any |
| 3-layer | Shrink film, light barrier, moderate strength | A/B/A or A/B/C | >500 tons/year |
| 5-layer | High barrier (food, medical), very high strength | A/B/C/B/A with tie layers | >1,500 tons/year |
| 7+ layer | Specialty engineered films | Multiple functional layers | >3,000 tons/year |
A real-world case: A mid-sized producer of produce bags switched from a 5-layer to a 3-layer line. They saved $120,000 in initial cost and reduced operator training time from 6 weeks to 2 weeks. Their quality difference? Negligible for their application. The key is honest assessment of your customer’s requirements.
Layer ratio flexibility: Not all multi-layer lines allow you to change the percentage of each layer independently. Fixed-coextrusion blocks limit you to preset ratios. Look for lines with modular feed blocks or adjustable pin valves if you need to vary layer distribution frequently.
4. Screw and Barrel Design
The screw is the heart of the extrusion system. Yet many buyers only look at screw diameter (L/D ratio) without understanding the profile.
Three screw types you’ll encounter:
-
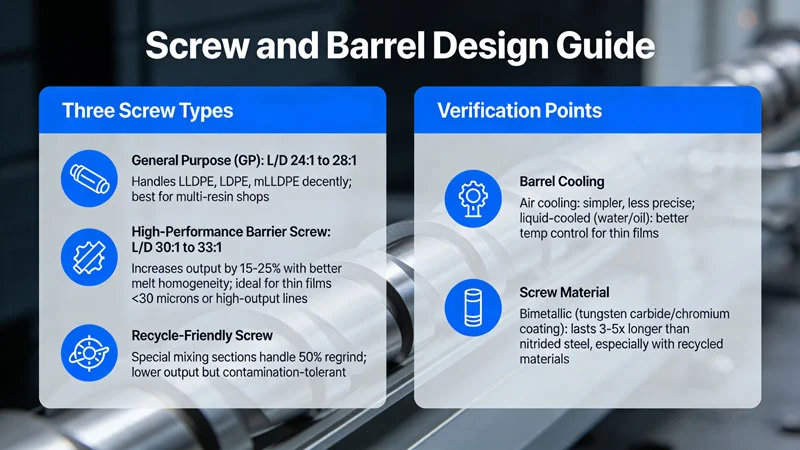
General purpose (GP): L/D 24:1 to 28:1. Handles LLDPE, LDPE, mLLDPE decently. Best for shops running multiple resin types.
-
High-performance barrier screw: L/D 30:1 to 33:1. Increases output by 15-25% with better melt homogeneity. Ideal for thin films (under 30 microns) or high-output single-product lines.
-
Recycle-friendly screw: Special mixing sections that handle higher contamination levels. Lower output but more tolerant of regrind (up to 50%).
What to verify:
-
Barrel cooling: Air cooling is simpler but less precise. For thin films sensitive to gauge variation, liquid-cooled barrels (water or oil) provide better temperature control.
-
Screw material: Bimetallic cylinders (with tungsten carbide or chromium coating) last 3-5 times longer than nitrided steel, especially when running recycled materials (which contain abrasives like sand or glass from sorting contamination).
A common operator complaint: “We can’t run more than 20% regrind without degrading film properties.” Often the cause is a GP screw without a mixing section. A barrier screw with a Maddock mixer can handle up to 40-50% regrind for non-critical applications.
For a detailed breakdown of screw profiles and their effect on melt quality, explore Dexiang’s extruder component guide.
5. Cooling and Bubble Stability
The cooling ring (air ring) determines your line speed more than the extruder does. Inefficient cooling forces you to run slower to avoid bubble instability.
Key specifications:
-
Air ring type: Dual-lip air rings give 30-40% higher cooling capacity than single-lip designs. Some advanced units use air-ring with IBC (internal bubble cooling) for very high outputs.
-
IBC (Internal Bubble Cooling): Essential for film widths over 1200 mm or outputs above 200 kg/h. IBC can increase output by 25-40% and improve gauge uniformity by reducing thermal sag.
-
Air temperature control: Heated air rings (maintaining 25-30°C air) prevent condensation in humid climates, which causes bubble surface defects.
A field example: A greenhouse film producer was stuck at 180 kg/h due to bubble flutter. Upgrading from a single-lip to a dual-lip air ring with IBC raised their sustainable output to 260 kg/h—a 44% increase with the same extruder.
Warning sign: If a supplier cannot provide cooling capacity data (kg of output per mm of die circumference per hour), they’re likely using outdated air ring designs. Industry benchmark: Good air rings achieve 7-10 kg/h per mm of die circumference for LLDPE.
6. Automation and Control Systems
Modern film lines offer varying levels of automation. The wrong level will either cost you in labor or frustrate your operators with unnecessary complexity.
Three automation tiers:
| Level | Features | Operator skill needed | Best for |
|---|---|---|---|
| Basic | Manual die bolt adjustment, separate temperature controllers | Experienced (3+ years) | Low-budget startups, single product |
| Mid-range | Automatic gauge control (AVC) with 4-8 zones, recipe storage | 1 year training | Most medium-volume lines |
| Full | IBC auto control, automatic die centering, remote monitoring, CIM integration | 6 months training | High-volume, 24/7 operations |
The most underrated feature: Recipe storage. A line that can store 100+ recipes and recall them with a few button presses reduces changeover time from 45 minutes to 10 minutes. For a plant running 4 jobs per shift, that saves over 2 hours daily.
But beware of proprietary control systems. If the HMI (touchscreen) runs on a custom board that only one technician can repair, you’re taking a risk. Prefer standard industrial platforms (Siemens, B&R, Beckhoff) with open programming. Ask: “Can our local electrician download the ladder logic for troubleshooting?”
[Image: Operator panel showing a recipe selection screen on a modern extrusion line]
Common Mistakes Buyers Make (Based on Industry Feedback)
From a survey of 62 film extrusion users conducted by a German plastics institute (IKV, 2024), the top five regrets were:
-
Underestimating floor space – The line itself needs room for the extruder, die, tower, winder, and also for material handling, maintenance access, and roll storage. One buyer discovered their “compact” line required 12 meters of overhead clearance for bubble changes—they only had 8 meters.
-
Ignoring upstream equipment – A high-output line is useless without a blender, dryer, and material conveying system sized correctly. Undersized blenders cause resin starvation every 20 minutes.
-
No spare parts kit – Heating bands, thermocouples, and air ring nozzles wear out. Waiting for a $50 part from overseas can idle a $200,000 line for a week. Ask for the recommended spare parts list and buy it upfront.
-
Skipping on-site demonstration – Videos look great, but nothing reveals noise level, accessibility for cleaning, and actual gauge variation like watching the line run your own resin.
-
Forgetting about the winder – A fast extrusion line paired with a slow, poorly tensioned winder creates reams of wrinkled film. The winder’s maximum speed should exceed the extruder’s peak by 20%.
Decision Matrix: Matching a Line to Your Reality
| If your priority is… | Focus on… | Avoid lines that… |
|---|---|---|
| Lowest initial investment | Monolayer or 3-layer, GP screw, single-lip air ring | Claim “full automation” at suspiciously low price |
| Highest output per hour | Barrier screw + dual-lip air ring + IBC | Lack cooling capacity data |
| Frequent product changes (size, thickness) | Recipe storage + quick-change die adapters | Require manual die bolt adjustments for each job |
| Running recycled content | Recycle-friendly screw + bimetallic barrel | Use nitrided barrels without mixing section |
| Energy efficiency | AC servo-driven extruder (vs. DC) + insulated barrel | No energy consumption specification |
Final Steps Before You Sign
-
Run your own material – Send 500 kg of your typical resin (including regrind blend) to the supplier for a trial. Measure output, gauge variation (target ±5% for good lines, ±8% acceptable), and bubble stability.
-
Talk to a reference customer – Ask for a user who has run the same model for at least 2 years. Ask: “What broke? How fast did you get parts? Would you buy it again?”
-
Check energy consumption – Request a kilowatt-hour per kilogram figure for a typical 8-hour run. Compare between suppliers. A 20% difference in efficiency can mean $10,000 annual electricity cost difference.

If you’re ready to compare specific configurations for your film production needs, request a customized line layout and performance simulation from Dexiang’s engineering team.
References & Notes
-
IKV (Institute for Plastics Processing, Aachen) 2024 survey – “Investment Regrets in Film Extrusion” (summary data shared with permission).
-
Cooling capacity benchmarks derived from industry standard practices (SPE Blown Film Technology course materials).
-
Energy estimates based on typical 500 kg/h line running 6,000 hours/year at $0.12/kWh.
Disclaimer: This guide provides general selection criteria. Actual performance depends on resin quality, operator skill, and maintenance practices. Always conduct material trials before purchase.









